
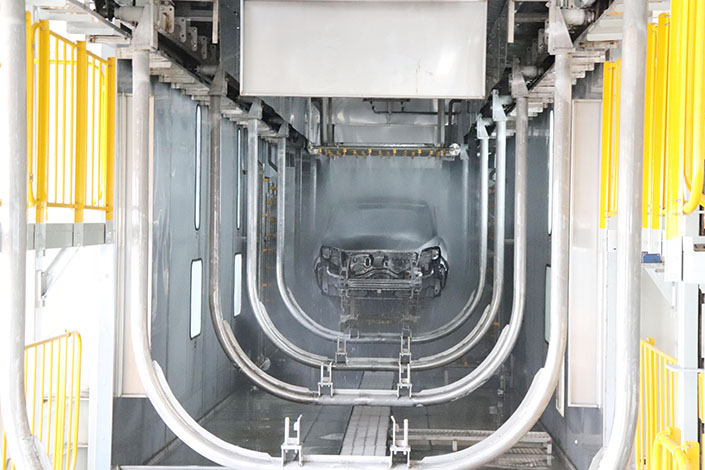
Smidzināšanas tipa pirmapstrādes ražošanas līnija

Pārklājuma pirmapstrāde ietver attaukošanu (attaukošanu), rūsas noņemšanu, trīs daļu fosfatēšanu.Fosfatēšana ir centrālā saite, attaukošana un rūsas noņemšana ir sagatavošanas process pirms fosfatēšanas, tāpēc ražošanas praksē mums vajadzētu ne tikai pievērst uzmanību fosfatēšanas darbam, bet arī sākt no fosfatēšanas kvalitātes prasībām, veikt labu darbu papildus eļļas un rūsas noņemšana, īpaši pievērsiet uzmanību to savstarpējai ietekmei.
Attaukošana, atrūsēšana
Attīstoties rūpniecībai, vides aizsardzība un darba apstākļu uzlabošana ir kļuvusi par cilvēku kopīgu rūpju.Tāpēc, izvēloties aģentus, jāņem vērā vides aizsardzības nepieciešamība.Tāpēc eļļas noņemšanas līdzekļa izvēlei nepieciešama vienkārša sagatavošana, attīrīšanas spēja ir spēcīga, nesatur nātrija hidroksīdu, silikātu, OP emulgatoru un citus komponentus, kurus ir grūti tīrīt istabas temperatūrā, viegli mazgāt istabas temperatūrā, nesatur toksiskus vielas, nerada kaitīgas gāzes, labi darba apstākļi.Rūsas noņemšanas līdzekļa izvēlei ir jāiekļauj veicinātāji, korozijas inhibitori un inhibitori, tas var uzlabot rūsas noņemšanas ātrumu, novērst sagataves pārmērīgu koroziju un ūdeņraža trauslumu, var labāk kavēt skābes miglu.Īpaši vērtīga ir skābes miglas kavēšana, kas rodas kodināšanas procesā, skābes miglas, iekārtu un iekārtu korozija, ne tikai piesārņo vidi, bet var izraisīt zobu bojāšanos, zobu konjunktīvas apsārtumu, asaras, sāpes, sausu kaklu, klepu un citus simptomus. , tik efektīvi nomāc skābo miglu, ne tikai vides aizsardzības nepieciešamību vai darba ņēmēja veselības labad.



Ūdens mazgāšana
Mazgāšana pēc eļļas noņemšanas un rūsas noņemšanas, lai gan tā pieder pie palīgprocesa pirms krāsošanas, tai arī jāpievērš pietiekama uzmanība.Pēc eļļas noņemšanas un rūsas noņemšanas sagataves virsma ir viegli pielīmējama ar dažām nejonu virsmaktīvām vielām un CL-.Ja šīs atlikuma vielas netiek rūpīgi iztīrītas, tās var izraisīt fosfatēšanas plēves retināšanu, lineārus defektus un pat fosfatēšanu.Tāpēc, lai uzlabotu ūdens mazgāšanas kvalitāti pēc eļļas noņemšanas un rūsas noņemšanas, ir nepieciešams veikt vairākas skalošanas reizes, divas skalošanas, laiks 1-2 minūtes un bieži nomainīt ūdeni, lai nodrošinātu, ka ūdens PH vērtība ir no 5-7 .
Fosfatēšana
Tā sauktā fosfatēšana attiecas uz metāla apstrādājamo detaļu pēc dihidrogēnfosfāta skābes šķīduma apstrādes, ķīmiskās reakcijas un tās virsmas, lai izveidotu stabilas nešķīstoša fosfāta plēves slāni, plēvi sauc par fosfatēšanas plēvi.Fosfēšanas plēves galvenais mērķis ir palielināt pārklājuma adhēziju un uzlabot pārklājuma izturību pret koroziju.Ir daudzas fosfatēšanas metodes, atkarībā no fosfatēšanas temperatūras, tās var iedalīt augstas temperatūras fosfatācijā (90-98 ℃), vidējas temperatūras fosfatācijā (60-75 ℃), zemas temperatūras fosfatācijā (35-55 ℃) un normālā temperatūrā. fosfatēšana.
Pasivēšana
Fosfēšanas plēves pasivācijas tehnoloģija tiek plaši izmantota Ziemeļamerikā un Eiropas valstīs.Pasivācijas tehnoloģija balstās uz pašas fosfatēšanas plēves īpašībām.Fosfēšanas plēve ir plāna, parasti 1-4G /m2, maksimums nepārsniedz 10g/m2, brīvo poru laukums ir liels, un pašas plēves izturība pret koroziju ir ierobežota.Dažas pat žāvēšanas procesā uz ātrās dzeltenās rūsas, pēc fosfatēšanas ar pasivāciju slēgtā apstrādē var būt fosfatēšanas plēves poras pakļauta metāla oksidācijai vai pasivācijas slāņa veidošanās, fosfatēšanas plēve var pildīt, oksidēties, padarīt fosfatēšanas plēvi stabilu. atmosfēra.
Fosfēšanas plēves žāvēšana
Fosfēšanas plēves žāvēšanai var būt divas lomas, no vienas puses, tā ir sagatavoties nākamajam procesam, lai noņemtu ūdeni no fosfatēšanas plēves virsmas, no otras puses, tā ir vēl vairāk jāuzlabo plēves izturība pret koroziju. pēc pārklājuma.
Lai izveidotu pārklājuma pirmapstrādes līniju, procesa projektēšana jāpabeidz pirms nestandarta aprīkojuma projektēšanas, ražošanas un uzstādīšanas.Tāpēc procesa dizains ir ražošanas līnijas pamats, un pareizam un saprātīgam maršrutam būs laba ietekme uz ražošanas darbību un produkta kvalitāti.
Izmanto visu veidu sagatavju krāsošanai, citus modeļus var pielāgot.
Saistītie produkti
-

Automobiļu kabīnes elektroforēzes ražošanas līnija
Elektroforētiskā krāsošana parasti ietver četrus vienlaicīgus procesus 1. Elektroforēze: līdzstrāvas elektriskā lauka iedarbībā, pozitīvi un negatīvi lādētas koloidālās daļiņas uz negatīvu, pozitīvu virzienu kustību, ko sauc arī par peldēšanu.2. Elektrolīze: oksidācijas reducēšanas reakcija tiek veikta uz elektroda, bet oksidācijas un reducēšanas parādība veidojas uz ...
